
- Model: VK-TFS-005U
- Font d'alimentació: AC220V 50/60HZ monofàsica
- Consum d'energia: 2,6 Kw
- Pressió d'aire de treball: 0.6Mpa
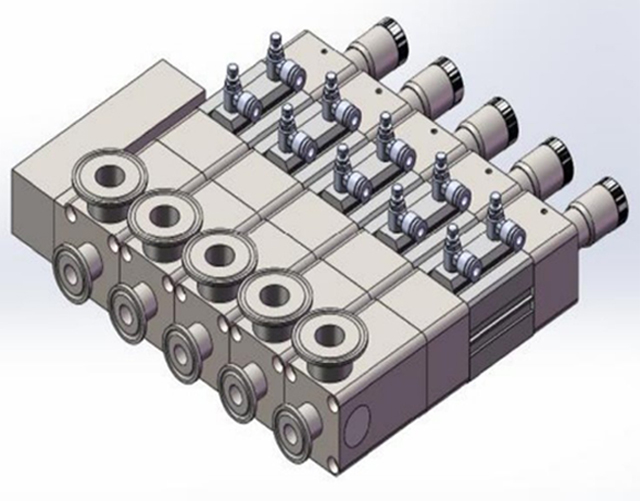
- Bomba d'ompliment: 5 jocs de bombes de ceràmica
- Material adequat: productes d'essència o aigua
- Material de tub adequat: PE (cal rebre mostres de tub de tira primer per a la prova de la màquina)
- Interval d'ompliment: 0,3-10 ml Precisió d'ompliment: ±0,5%
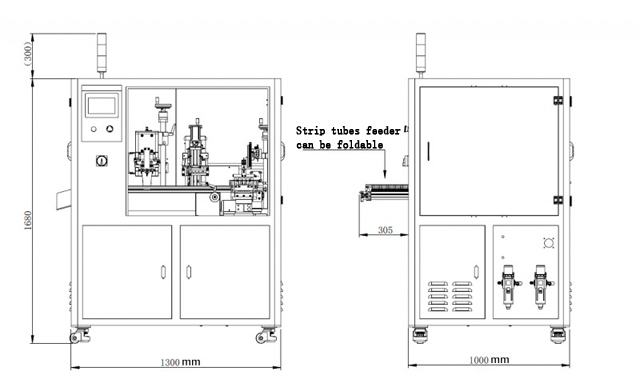
- Màx. Longitud de segellat: 140 mm màxim. alçada: 120 mm
- Capacitat: 15-20 tires de tubs/min
- Mida: 1300*1300*1950mm
- Mida de l'embalatge: 1450 * 1350 * 1890 mm
- Pes brut: 514 kg
- Codi HS: 84223090
Les màquines de segellat de tubs de plàstic s'utilitzen en una línia de producció per segellar hermèticament tubs de plàstic que contenen diversos productes líquids o en gel, inclosos ingredients alimentaris, cosmètics, coles i cremes farmacèutiques i medicaments.
Els tubs de plàstic es segellen de diverses maneres depenent del tipus de material del tub i del producte contingut dins del tub. Els mètodes de segellat inclouen el segellat d'aire calent, el segellat ultrasònic, el segellat per impuls i les opcions de segellat de mandíbula calenta.
Per exemple, els tubs compostos es fabriquen amb una combinació d'alumini prim i materials plàstics en capes per formar un tub fort i flexible. Aquests tipus de tubs s'utilitzen habitualment com a tubs de pasta de dents, que probablement són els tipus de tubs més populars que compren cada dia els consumidors a les botigues i supermercats.
Paràmetres bàsics

- Model: VK-TFS-005U
- Font d'alimentació: AC220V 50/60HZ monofàsica
- Potència: 2,6 Kw
- Pressió d'aire de treball: 0.6Mpa
- Bomba d'ompliment: 5 jocs de bombes de ceràmica
- Material adequat: productes d'essència o aigua
- Material de tub adequat: PE (cal rebre mostres de tub de tira primer per a la prova de la màquina)
- Interval d'ompliment: 0,3-10 ml
- Precisió d'ompliment: ± 0,5%
- Màx. Longitud de segellat: 140 mm
- Màx. alçada: 120 mm
- Capacitat: 15-20 tires de tubs/min
- Mida: 1300*1300*1950mm
- Mida de l'embalatge: 1450 * 1350 * 1890 mm
- Pes brut: 514 kg
- Codi HS: 84223090
- Cos de la màquina: acer inoxidable 304 #
El procés de treball d'ompliment i segellat de tubs
Els tubs buits es transporten a una màquina d'ompliment de tubs oberta i es mantenen en una tremuja per a l'alimentació automatitzada a la màquina d'ompliment. En alguns casos, es poden afegir tubs oberts a màquines d'ompliment per a tirades més petites i producció de mostres de prova. Algunes línies de producció utilitzen maquinària robòtica d'alta velocitat per carregar tubs als discos de la màquina d'ompliment.
Una vegada que un tub es col·loca en posició vertical amb l'extrem obert cap amunt dins d'un disc, es baixa un broquet a l'extrem obert del tub per bufar aire ionitzat al tub per eliminar els residus, que després s'eliminen al buit.
Aleshores, el tub està a punt per omplir-se i un broquet baixarà a l'extrem obert del tub per dispensar el producte netament, mantenint-se gairebé al nivell del producte al tub per evitar el contacte amb el producte i mantenir l'àrea de segellat del tub. tub net i lliure de qualsevol esquitxada de producte.
Una vegada que el tub s'omple amb la quantitat correcta de producte, es traslladarà a una màquina de segellat de tubs de plàstic on es bufa l'aire calent amb cura al voltant de l'extrem obert del tub per suavitzar el plàstic.
Aleshores, el tub es segellarà on les mordasses de segellat subjectaran les parets de plàstic càlides del tub. Com que l'extrem del tub s'ha escalfat amb aire calent, les dues parets es soldaran junts mantenint els dos costats junts i tancant el tub tancat.
Les mordasses de segellat en calent sovint es poden equipar amb segells de caràcters canviables per imprimir un codi de lot, una data de creació o una data de caducitat o d'ús al segell de plàstic enganxat.
A continuació, es retallarà el tub on es tallarà l'excés de plàstic del segell per deixar un aspecte estètic net i acabar el tub. Els tubs acabats es poden inspeccionar abans d'embalar-los en qualsevol altre embalatge, com ara caixes o embalatges de marca.
Parts principals:

Panell tàctil: WEINVIEW, Xina Taiwan
Interruptor fotoelèctric: Omron, Japó
Màquina PLC: Mitsubishi Japan
Bombes de ceràmica amb pantalla tàctil i PLC: Coolmay Xina
Servomotor i controlador: Xina Lichuan
Motor pas a pas i controlador: Leadshine China
Cilindre i electrovàlvula: AirTac TaiWan
Característiques



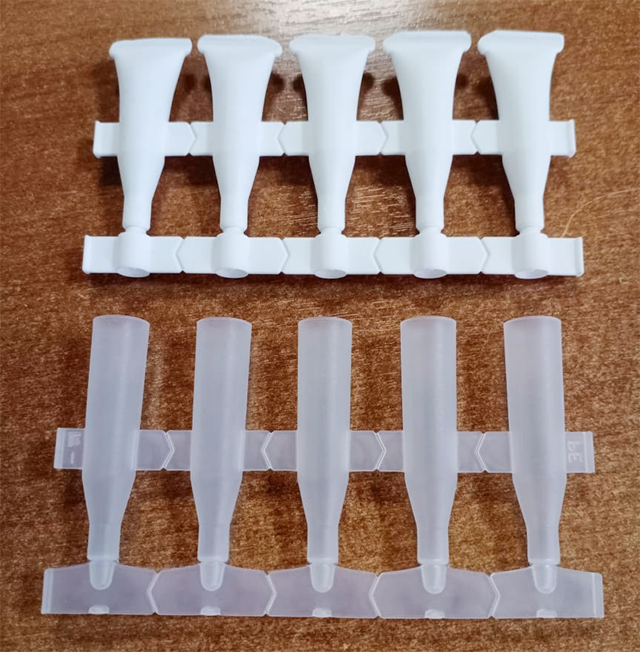
- La màquina està especialment dissenyada per a tubs 5 en 1, adequada per a la producció en massa de tubs 5 en 1.
- Alimentació manual del tub, farcit automàtic, segellat, retallat final.
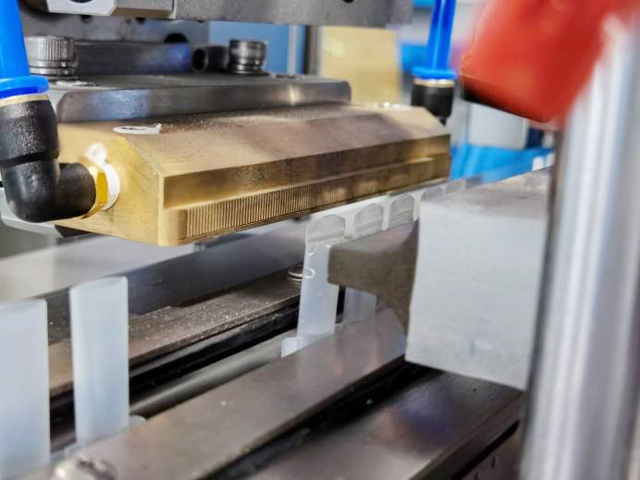
- Adopta la tecnologia de segellat ultrasònic, no necessita temps d'escalfament, un segellat més estable i net, sense distorsió i baixa taxa de rebuig inferior a l'1%.
- R + D independent per a la caixa de control elèctric de seguiment automàtic ultrasònic digital, no cal ajustar manualment la freqüència, amb funció de compensació automàtica de potència, evitant la reducció de potència després d'un ús prolongat. Podria ajustar lliurement la potència en funció del material i la mida del tub, la taxa de fallada estable i mínima, allargar la vida útil que la caixa elèctrica normal.
- PLC amb sistema de control de pantalla tàctil, que ofereix una experiència de funcionament amigable.
- Fabricat en acer inoxidable 304, resistència a àcids i àlcalis, resistència a la corrosió.
- Equipat estàndard amb sistema d'ompliment de bomba peristàltica, farciment d'alta precisió i adequat per a l'ompliment de líquids.
- Sense tub, sense farciment, sense tub, sense funció de segellat, reduint la màquina i la pèrdua de motlle.
- El sistema d'indexació de lleves podria posicionar-se amb precisió per a sis estacions de treball.
Mostres


Com funciona la soldadura per ultrasons (segellat)?
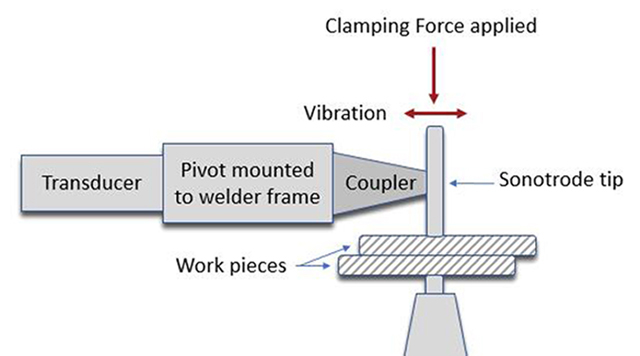
La soldadura per ultrasons és un procés que s'utilitza per unir dues peces de plàstic per formar un conjunt fort i acabat. El procés es basa en vibracions d'alta freqüència (ultrasò) que es generen i s'apliquen a les peces mitjançant una botzina. La soldadura es produeix quan les vibracions s'absorbeixen a la interfície entre les dues parts, generant fricció i fent que el plàstic es fongui. Les vibracions ultrasòniques són generades per una sèrie de components, inclosa la font d'alimentació, el convertidor, el reforç i la botzina, que finalment lliura la vibració mecànica a les peces.
El paper de la font d'alimentació és convertir la tensió de la línia d'entrada (a 50 o 60 Hz) en una nova freqüència. Aquesta energia elèctrica s'envia al convertidor, que com el seu nom indica, converteix l'energia elèctrica en vibracions mecàniques. El convertidor consta de discs ceràmics piezoelèctrics, que s'expandeixen i es contrauen al ritme de l'energia elèctrica subministrada. La magnitud de les vibracions s'anomena amplitud, un terme que esdevé molt important quan s'especifica un sistema d'ultrasons per a una aplicació determinada. Aleshores, les vibracions es transmeten a través del reforç, que normalment augmenta l'amplitud en un múltiple predeterminat, també conegut com a guany. Finalment, l'amplitud de sortida del reforç es transmet a través de la botzina, on després es pot lliurar a les peces de plàstic. La combinació de convertidor, reforç i botzina s'anomena habitualment pila d'ultrasons.
Per lliurar les vibracions a les peces, la pila es col·loca en un actuador, un sistema mecànic que aplica el següent element crític de la soldadura per ultrasons: la força. L'actuador pot consistir en un cilindre pneumàtic o altres mitjans d'accionament per conduir la pila fins a la peça. Els actuadors sovint contenen altres sensors i dispositius, com ara codificadors lineals o cèl·lules de càrrega, per proporcionar retroalimentació durant la soldadura. L'actuador condueix la botzina fins a la peça i aplica força fins que s'aconsegueix una força de disparador; en aquest punt, s'aplica ultrasons. Aleshores, les vibracions s'envien a les peces, on es concentren en un cordó triangular de material, conegut com a "director d'energia", que es pot considerar material de fusió de sacrifici a la junta de soldadura. Una vegada que el material es fon, les vibracions ultrasòniques s'acaben i l'actuador continua la pressió fins que el plàstic es solidifica i es forma un fort enllaç. Tot el procés de soldadura, des del principi fins al final, normalment es completa en un o dos segons.
Com s'ha esmentat, un dels elements més importants de la soldadura per ultrasons és l'amplitud (vibracions) que proporciona la pila. La raó d'això és que certs plàstics requereixen més amplitud per soldar que altres. Els polímers amorfs (ABS, policarbonat, poliestirè) solen requerir una amplitud baixa, mentre que els semicristal·lins (niló, polipropilè) requereixen significativament més amplitud per soldar.
Un enginyer d'aplicacions experimentat sempre pot treballar per determinar la freqüència adequada i la selecció d'eines per a un conjunt i tipus de material determinats.
La soldadura per ultrasons és un mètode de muntatge àmpliament acceptat a la indústria del plàstic per a una varietat d'aplicacions de muntatge de components en tots els mercats principals: mèdic, B&CE, automoció, electrodomèstics, teixits no teixits, embalatge i molt més. Els avantatges de la soldadura per ultrasons inclouen un temps de cicle curt, enllaços d'alta resistència i l'eliminació de consumibles (és a dir, adhesius). Quan es considera si la soldadura per ultrasons és adequada per a una aplicació, el millor és consultar un enginyer d'aplicacions experimentat per determinar el mètode de muntatge adequat.

Us pot agradar
 Màquina de segellat d'ompliment de tubs de doble càmera de crema cosmètica de loció
Màquina de segellat d'ompliment de tubs de doble càmera de crema cosmètica de loció- Equip d'ompliment de líquids d'alcohol de bosses de suc de carril automàtic
- Màquina de tapadora automàtica Ropp de tapa d'alumini de cargol rotatiu per a ampolles de vi
- Màquina automàtica de segellament de la part inferior de la caixa de cartró de la caixa vertical
- Pots de vidre Màquina de tapat al buit semiautomàtica Equip de segellador d'aliments
- Màquina pneumàtica semiautomàtica d'ompliment de salsa de melmelada de pebre
- Màquina etiquetadora d'extintors personalitzada semiautomàtica
- Màquina de tapar i col·locar els pots de vidre rotatius automàtics
- Màquina de prensar d'ampolles de vidre de perfum d'escriptori pneumàtic semiautomàtic
- Etiquetadora automàtica de tubs tous de plàstic amb sistema d'alimentació de tubs









