
- Núm. de model: VK-SCC
- Alçada de l'ampolla aplicable: 60-380 mm
- Diàmetre del coll d'ampolla aplicable: 16-50 mm
- Tensió del motor: 220 V (personalitzat)
- Potència del motor: 0,37 kW
- Capacitat de producció: 1200-1500 ampolles/hora
- Mida de la màquina: 600 * 210 * 900 mm
- Embalatge: cartró de fusta
- Pes de la màquina: 140 kg
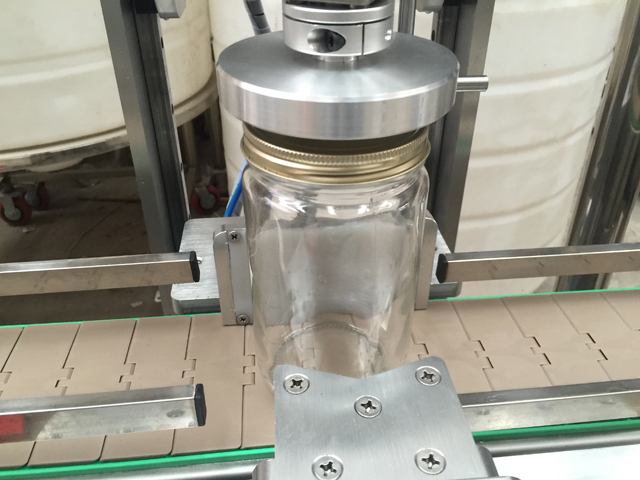
Equips Visió general de la màquina de tapadora d'un sol cap
Adopta material d'acer inoxidable, la màquina és resistent a la corrosió i fàcil de netejar. Amb un disseny d'estructura compacta, ocupa un espai reduït. Mentre que, d'alta eficiència i fiabilitat, és una màquina d'alta automatització que només requereix un personal operatiu. És un equip automàtic d'ompliment i tapat que combina mecanisme, electricitat i pneumàtica en un sol.
Paràmetres tècnics
- Núm. de model: VK-SCC
- Alçada de l'ampolla aplicable: 60-380 mm
- Diàmetre del coll d'ampolla aplicable: 16-50 mm
- Tensió del motor: 220 V (personalitzat)
- Potència del motor: 0,37 kW
- Capacitat de producció: 1200-1500 ampolles/hora
- Mida de la màquina: 600 * 210 * 900 mm
- Embalatge: cartró de fusta
- Pes de la màquina: 140 kg
(Nota: la màquina s'alimenta amb la mà del treballador per a la tapa dels pots; és opcional triar el sistema d'alimentació automàtica de taps les imatges del qual es mostren a continuació)

Instal·lació d'equips
La màquina no requereix cargols d'ancoratge pre-enterrats. Després de desembalar-la, col·loqueu tota la màquina en un sòl sòlid i pla i, a continuació, ajusteu l'alçada del cargol de la cama de la màquina.
Utilitzeu un indicador de nivell per corregir qualsevol inclinació per assegurar-vos que totes les cames suporten la càrrega uniforme. Un cop finalitzats els ajustaments, connecteu i fixeu bé la mànega d'entrada d'aigua, la mànega de descàrrega de residus, la font d'alimentació i la font d'aire.

Ús i funcionament (funcions del tauler)

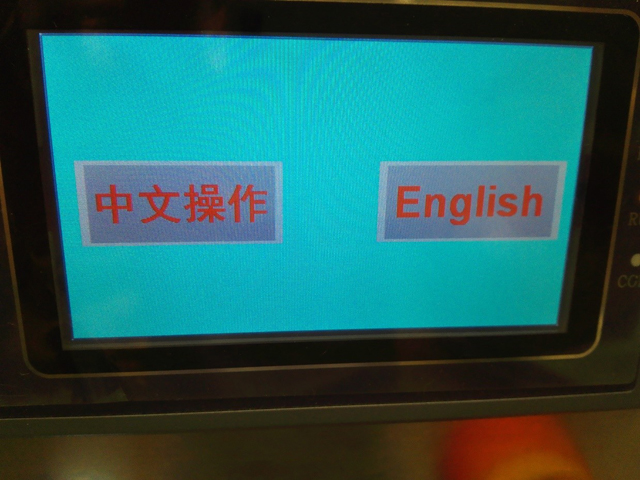
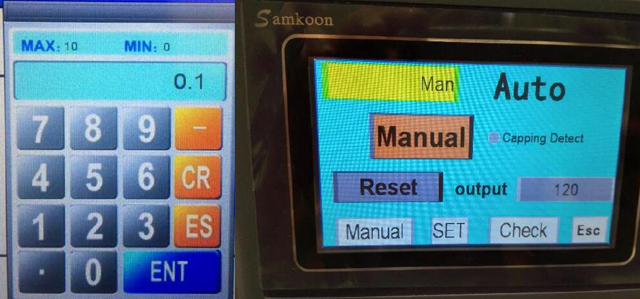
1. Enceneu l'interruptor d'alimentació principal i l'interruptor a la dreta de la caixa de l'equip i, a continuació, la interfície home-ordinador mostra la pantalla d'inici de la següent manera:
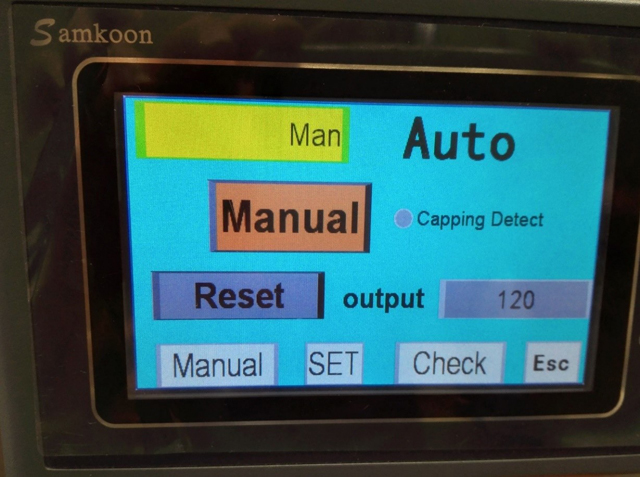
2. Feu clic a una de les icones i la pantalla es desplaçarà a la següent:
3.0 Feu clic a SET per entrar a la pantalla següent:
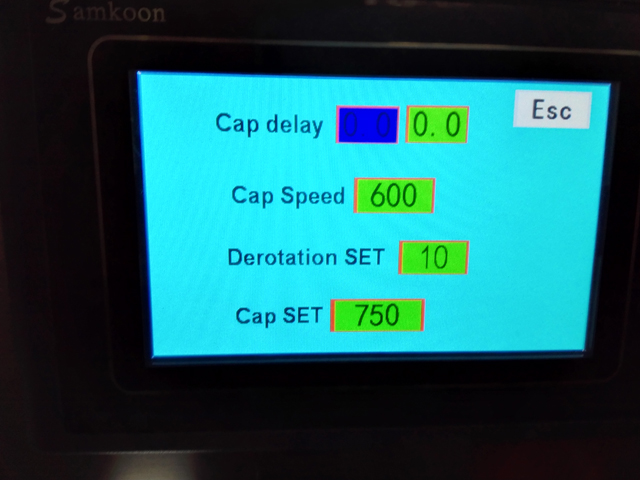
3.1 El retard de captació significa que quan es detecta una ampolla, el retard comença fins al següent moviment. Afegeix comoditat a l'ajust d'ampolles de diferents mides.
3.2 Velocitat de tapat és la velocitat de rotació del motor de tapat. La configuració de captació mostra el valor del pols que mostra el temps de captació i la posició de captació. El flux de treball de la tapa es redueix a l'ampolla, es reprèn la posició de la tapa i la tapa, es desactiva l'ampolla. Quan el retard del límit és 0, vol dir que no s'ha establert cap retard.
4.0 Feu clic al quadre de dígits corresponent a la dreta dels paràmetres i apareixeran les pantalles d'ajust de paràmetres a sota, on CR és per esborrar, ES per existent i Intro per confirmar. Quan feu clic a Manual, el mode es canviarà al mode automàtic i la màquina s'executarà automàticament.
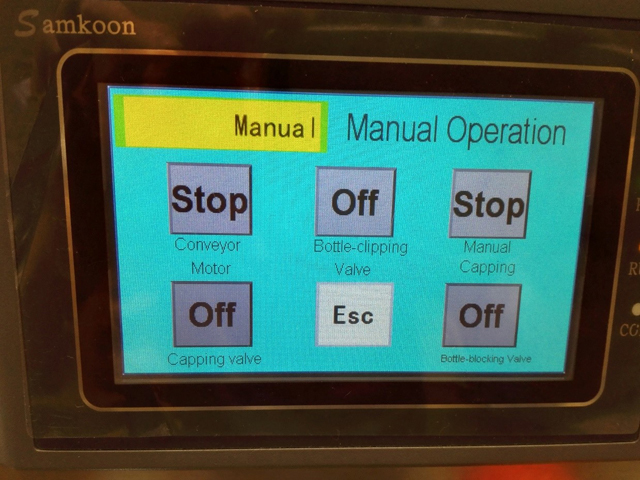
5.0 Tornar a la pantalla del menú i fer clic a Manual a la part inferior de la pantalla per entrar a la pantalla següent. Si cal fer operacions manuals separades, feu clic als interruptors corresponents per continuar.
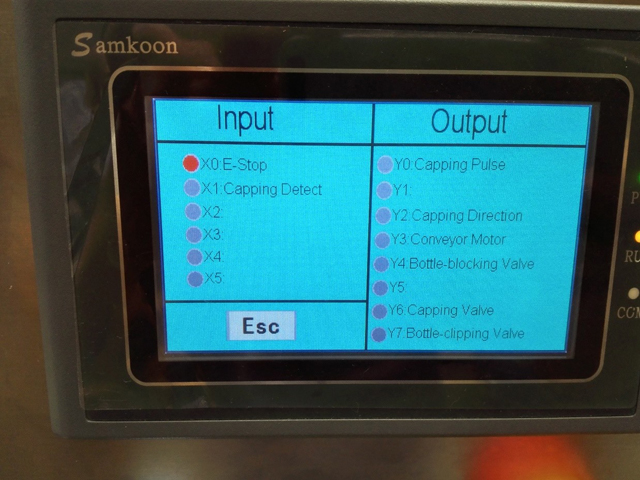
6.0 Torneu a la pantalla del menú i feu clic a Comprova per entrar a la pantalla següent. Quan l'indicador està encès, mostra que l'entrada corresponent al PLC té entrada de senyal. Vegeu la pantalla següent:
Flux de treball
| Abans de començar la màquina | La pantalla tàctil mostra la pantalla d'inici | |
| Seleccioneu l'idioma | La pantalla passa a la pantalla del menú | |
| Feu clic a Manual a la part inferior de la pantalla | La pantalla passa al mode de funcionament manual | Durant l'execució manual, feu clic al número corresponent al teclat durant la posada en marxa |
| Feu clic a Automàtic | La pantalla passa al mode automàtic | Feu clic a Inici automàtic, s'iniciaran tots els procediments |
| Feu clic a parada d'emergència | Sota parada d'emergència | Premeu la parada d'emergència si es produeixen anomalies durant la producció i torneu a prémer-la quan es resolguin les anomalies. |
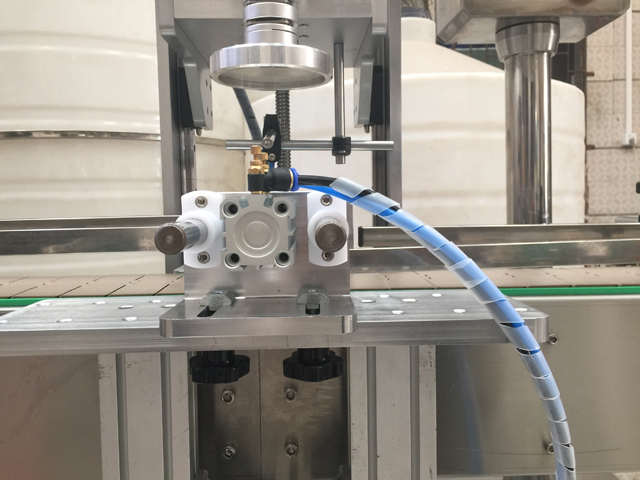
| Posada en marxa del tall d'ampolles | Hi ha cargols per fixar el cilindre de tallar ampolles als dos costats de la cinta transportadora. Quan s'aflueix la femella hexagonal M8 i el pom d'adherència d'estrella, es pot moure cap endavant i cap enrere per fixar l'ampolla a l'empunyadura del dispositiu de tall d'ampolla. | L'estanquitat del tall de l'ampolla no ha de ser dos ajustats o massa fluixos, però ser adequat |
| Posada en marxa de captació | Afluixeu el botó d'adherència d'estrella i gireu la tija de la mà a la part posterior de la màquina | Durant la tapa, no ha de ser massa alt o baix el contacte del capçal de tapa i el tap de l'ampolla |
Il·lustracions de l'entrada i sortida del PLC
Detecció de tapa X1: quan s'està detectant una ampolla, l'indicador X1 estarà encès. A continuació, comença el retard i el tall i el tapat de l'ampolla s'inicien un cop finalitza el retard.
X0 E-stop: durant una situació normal, l'indicador X0 estarà apagat. Quan es premeu, la màquina s'aturarà i tots els moviments es reprendran al seu original.
Pols de captació Y0: quan l'indicador Y0 està encès, mostra que hi ha pols en funcionament.
Direcció de captació Y2: quan l'indicador Y2 està encès, mostra que la direcció de captació funciona.
Motor del transportador Y3: quan l'indicador Y3 està encès, el transportador funciona.
Vàlvula de bloqueig d'ampolles Y4: quan l'indicador Y4 està encès, mostra que el cilindre de tall d'ampolles funciona.
Vàlvula de tapa Y6: quan l'indicador Y6 està encès, mostra que la vàlvula de tapa funciona.
Vàlvula de tall d'ampolles Y7, quan l'indicador Y7 està encès, mostra que el cilindre de tall d'ampolles funciona.
Falles comuns i resolució de problemes

| NO | Falles | Possibles causes | Solucions |
| 1 | Indicador d'alimentació Indicador d'alimentació apagat o encès però màquina sense moviments | No hi ha cap problema d'alimentació o pèrdua de fase | Comproveu si hi ha cap problema amb la font d'alimentació i la font d'alimentació de l'armari. |
| 2 | El cilindre no es mou o es mou de manera anormal | Si hi ha subministrament d'aire | Obriu el subministrament d'aire |
| No hi ha tensió amb la vàlvula solenoide | Comproveu l'estat del circuit comprovant primer si hi ha font d'alimentació amb l'estació de treball corresponent a l'armari. Si n'hi ha, comproveu el circuit extern. | ||
| Vàlvula d'acceleració amb ajustos inadequats | Ajusteu la posició del valor de l'accelerador perquè quan gira en sentit horari, el cilindre s'accelera; quan gira en sentit contrari a les agulles del rellotge, la velocitat del cilindre disminueix. | ||
| Si els paràmetres de configuració del temps són adequats o 0. | Restableix la configuració de l'hora | ||
| 3 | Tap no ajustat | El tall de l'ampolla no és ajustat o gira o el temps de tapament és massa curt | Ajusteu el dispositiu de tallar ampolles o augmenteu el temps de tapat |
Tapatge d'ampolles i mostres

Us pot agradar
 Màquina de tapadora automàtica d'ampolles de plàstic rotatives per a la línia d'ompliment
Màquina de tapadora automàtica d'ampolles de plàstic rotatives per a la línia d'ompliment- Màquina de tapat pneumàtic d'ampolles de plàstic de sobretaula semiautomàtica
- Màquina d'ompliment de barrena de cargol de pols de talc amb sistema de càrrega d'ascensor
- Màquina d'ompliment de líquids inflamables d'1 galó de capçals dobles totalment pneumàtics
- Equip d'etiquetatge adhesiu de doble cara per a ampolles de vidre de plàstic
- Màquina d'ompliment de pistons d'oli d'oliva servo de 4 capçals de tapa metàl·lica ROPP
- Màquina d'etiquetatge plegable d'aplicació d'impressió d'adhesius de cable de cable semiautomàtica
- Màquina d'ompliment i segellat de tubs de crema semiautomàtica
- Màquina de segellat d'ompliment de tubs de doble càmera de crema cosmètica de loció
- Màquina automàtica de farciment de pesatge de mantega de cacauet de galleda lineal









