- Tensió nominal: AC220V50/60Hz
- Pes net de la màquina: 68 kg 50 kg
- Potència màxima: 1800W
- Mètode de refrigeració: manera de refrigeració doble aire / aigua freda
- Diàmetre de segellat: φ15-75mm 15MM-45MM 30MM-60MM
- Alçada de l'ampolla: 20-180 mm
- Mètodes de treball: continuar treballant
- Àmbit d'aplicació: gran pegat de producció
- Velocitat de segellat: 0-200 ampolla/min
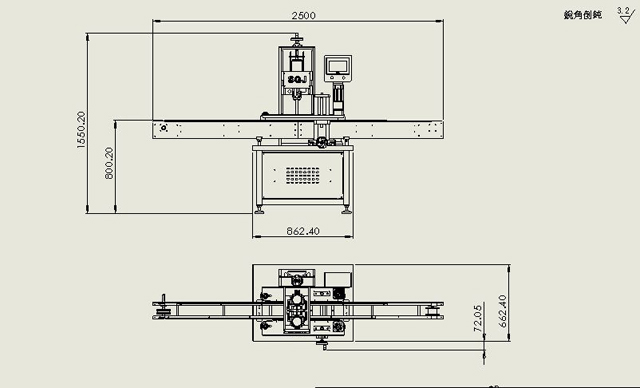
- Dimensió de l'embalatge: 1600 * 450 * 1500 mm
- Mida del generador: 1450 * 410 * 1300 mm
La línia inclou dues màquines principals com la màquina de segellat per inducció i la màquina de tapar en línia;
Les màquines són adequades per tapar-segellar ampolles mèdiques que s'utilitzen en el laboratori d'agents analítics. Tota la línia es pot equipar amb l'equip auxiliar com ara el plat giratori d'ampolles o la funció de codificació per lots.
Com a continuació, hi ha dades bàsiques per a les màquines respectivament:
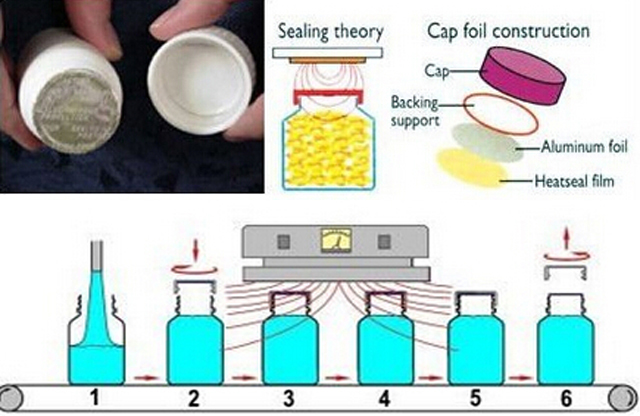
El segellat per inducció, també conegut com a segellat de tapa, és un mètode sense contacte per escalfar un segell interior per segellar hermèticament la part superior dels envasos de plàstic i vidre. Aquest procés de tancament té lloc després que el recipient s'ha omplert i tapat.
La tecnologia de segellat per inducció electromagnètica amb materials compostos és el mètode de segellat avançat reconegut pel món ara, i la seva característica de calefacció sense contacte és adequada per al segellat d'ampolles de plàstic (PP, PVC, PET, ABS, HDPE, PS i DURACON) , ampolla de vidre i diverses mànegues de plàstic compostos, de manera que actualment és la tecnologia més avançada per al segellat d'ampolles per a indústries com la farmàcia, l'alimentació, el greix, la química diària, la química domèstica i la química agrícola.
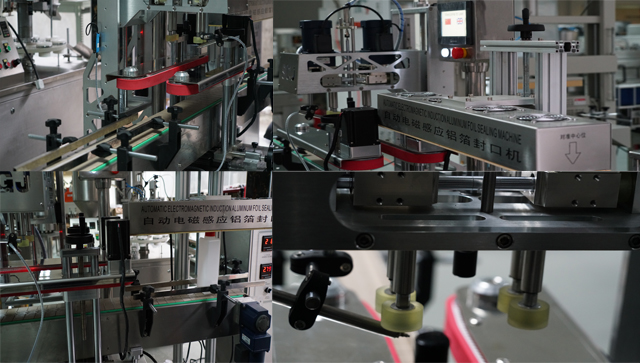
Principi de funcionament i com funciona

El tancament es subministra a l'embotellador amb un revestiment de capa de paper d'alumini ja inserit. Tot i que hi ha diversos revestiments per triar, un revestiment d'inducció típic és de diverses capes. La capa superior és una pasta de paper que generalment està enganxada a la tapa. La següent capa és la cera que s'utilitza per unir una capa de paper d'alumini a la polpa. La capa inferior és una pel·lícula de polímer laminat a la làmina. Després d'aplicar la tapa o tancament, el recipient passa per sota d'una bobina d'inducció, que emet un camp electromagnètic oscil·lant. A mesura que el recipient passa per sota de la bobina d'inducció (cap de segellat), el revestiment conductor de paper d'alumini comença a escalfar-se a causa dels corrents de Foucault. La calor fon la cera, que s'absorbeix al suport de la polpa i allibera la làmina de la tapa. La pel·lícula de polímer també s'escalfa i flueix al llavi del recipient. Quan es refreda, el polímer crea un enllaç amb el recipient que resulta en un producte tancat hermèticament. Ni l'envàs ni el seu contingut es veuen afectats negativament; La calor generada no perjudica el contingut.
És possible sobreescalfar la làmina causant danys a la capa de segellat i a les barreres protectores. Això podria provocar segells defectuosos, fins i tot setmanes després del procés de segellat inicial, de manera que la mida adequada del segellat per inducció és vital per determinar el sistema exacte necessari per executar un producte en particular.
El segellat es pot fer amb una unitat de mà o amb un sistema de transport.
Un desenvolupament més recent (que s'adapta millor a un nombre reduït d'aplicacions) permet utilitzar el segellat per inducció per aplicar un segell de làmina a un recipient sense necessitat de tancament. En aquest cas, la làmina es subministra prèviament tallada o en bobina. Quan es subministra en bobina, es troquela i es transfereix al coll del contenidor. Quan la làmina està al seu lloc, el capçal de segellat la pressiona, el cicle d'inducció s'activa i el segell s'uneix al contenidor. Aquest procés es coneix com a aplicació directa.
Dibuix
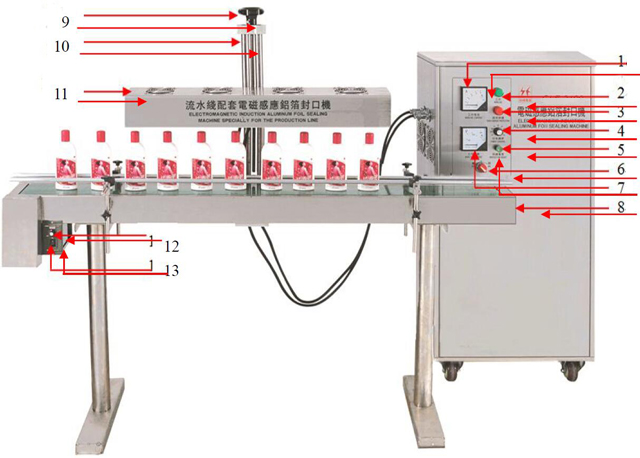
- Amperímetre: Mostra l'estat actual durant el funcionament de tota la màquina.
- Indicador de treball: mostra l'estat excepcional de treball
- Indicador de sobreintensitat: mostra l'estat de treball anormal.
- Control de potència: controlador de potència.
- Restabliment de la protecció: recupera l'estat normal de treball.
- Interruptor d'alimentació: controla la potència de tota la màquina.
- Voltímetre: Mostra l'estat de tensió durant el funcionament de tota la màquina.
- Transportador: transport d'ampolles.
- Volant de mà: ajustos per a les diferents mides d'alçada de les ampolles.
- Prestatges elevadors: solia fixar i pujar o baixar l'alçada i baixar la funció del capçal de segellat.
- Capçal de tancament: escalfa i segella el paper d'alumini a la tapa de l'ampolla.
- La velocitat d'ajust: la velocitat d'ajust del botó de funcionament de la cinta transportadora.
- Interruptor d'arrencada: interruptor de control de la cinta transportadora.

- Tensió nominal: AC220V50/60Hz
- Pes net de la màquina: 68 kg 50 kg
- Potència màxima: 1800W
- Mètode de refrigeració: manera de refrigeració doble aire / aigua freda
- Diàmetre de segellat: φ15-75mm 15MM-45MM 30MM-60MM
- Alçada de l'ampolla: 20-180 mm
- Mètodes de treball: continuar treballant
- Àmbit d'aplicació: gran pegat de producció
- Velocitat de segellat: 0-200 ampolla/min
- Dimensió de l'embalatge: 1600 * 450 * 1500 mm
- Mida del generador: 1450 * 410 * 1300 mm
Utilitzeu el mètode a la màquina de segellat per inducció

- Ajust de la mida de l'alçada de les ampolles: col·loqueu l'ampolla sota el "cap de segellat", ajusteu la "roda manual", assegureu-vos que la distància entre la part inferior del "cap de segellat" i la cara de la tapa de l'ampolla sigui d'uns 1-3 mm, gireu l'"interruptor d'inici" "encesa" perquè la cinta transportadora comenci a funcionar i deixeu que les ampolles travessin la cinta per comprovar si toquen el capçal de segellat. La distància més petita sense dur és la millor.
- Ajusteu la velocitat de la cinta transportadora amb el "control de velocitat". El segellat de paper d'alumini està relacionat amb la velocitat i la potència del cinturó. Poseu algunes ampolles al cinturó, engegueu l'"interruptor d'alimentació" i feu la prova de segellat. L'operació comença formalment un cop les ampolles estan ben tancades.
- Espereu l'inici suau a la corretja d'arrencada i inicieu el segellat 30 segons més tard quan l'amperímetre mostri 3,2 A.
- Apagueu "interruptor d'alimentació" i "interruptor d'inici" a l'aturada de la màquina.
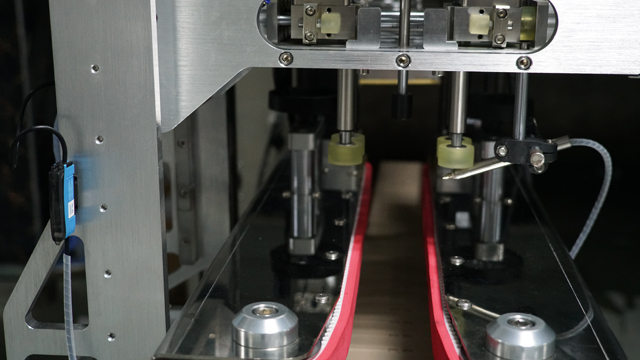
Màquina de tapat en línia:
- Capacitat de producció: 40-60 Caps / min
- Mida de la tapa: 10-50/35-140mm
- Diàmetre de l'ampolla: 35-140 mm
- Alçada de l'ampolla: 38~300 mm
- Mida (L×W×H): 1000×800×1200mm
- Pes: 350 kg
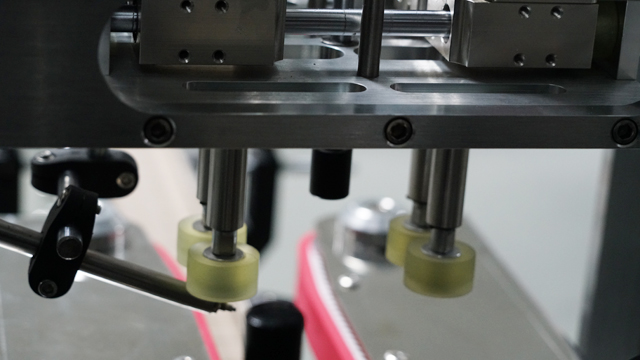
Dibuix de la màquina de tapat en línia
| 1 | Ampolles | 2 | Fixació d'ampolles |
| 3 | Mànec per ajustar la posició | 4 | Politja de fricció |
| 5 | Mòdul de posició de carrera | 6 | Cilindre de premsa de taps |
| 7 | Mànec per posicionar | 8 | Mòdul d'ajust de tapa |
| 9 | Cilindre de tapa | 10 | Motor de tapa |
| 11 | Caixa de control | 12 | Volant de mà |
Ajust del límit de la A a la Z

Ajust de fixació d'ampolles
1. Afluixeu el mànec (3)
2. Posa les ampolles prefixades (1)
3. Globus ocular si el centre dels taps coincideix amb el centre del cilindre (9); un cop coincidit arregla el mànec (3)
Ajust de l'alçada de la tapa﹒
1. Afluixeu el mànec (7)
2. Ajusteu el mànec (12) per fer que la roda de fricció de la tapa (4) estigui a una distància inferior de 2 mm a la part inferior de les taps, fixeu el mànec (7)
Ajust de la limitació dels buits de fricció:
1. Tanqueu la font d'aire
2. Col·loqueu els taps de fixació entre les rodes de fricció (4)
3. Apropeu-vos als taps movent la roda de fricció (4) per ajustar el cargol del mòdul de cursa (5) (ambdós costats han de ser simètrics per mesura ocular). El fa dret ha de ser de 2 mm a 3 mm per a cada costat;
Ajust de l'alçada del cilindre de tapa (segons mostres de taps)
1. Aflojar el cargol (8) fer que el cilindre de tapa (9) sobresurti;
2. Deixeu la distància entre 1 mm i 2 mm des de la femella fins a la part superior dels taps
3. Premeu el cargol (8)
Ajust de velocitat del cilindre de tapa
1. Connecteu l'alimentació i la font d'aire per ajustar la configuració de pressió per a la pressió de l'aire (estàndard 0,74mpa-0,6Mpa)
2. Ajusteu el temps i l'interval de captació (estàndard d'1 a 1,5 s) seleccioneu l'estat com a Manual, apunteu l'interruptor del pedal per ajustar la velocitat pneumàtica de la roda de fricció esquerra-dreta, finalment hauria de fer que la velocitat ambdues velocitats siguin iguals. ;
3. Ajusteu la velocitat del cilindre de tapa.
Prova de funcionament de la màquina
1. Traieu un producte per a la prova de tapes; Renovar la tapadora segons l'efecte de tapa;
2. Ajusteu el parell segons la força de torsió.
Mostres d'ampolles per a segellat de tapa

Us pot agradar
 Màquina d'etiquetatge d'adhesius d'embolcall de cantonada de caixa de cartró petita lineal
Màquina d'etiquetatge d'adhesius d'embolcall de cantonada de caixa de cartró petita lineal- E-Liquid Eye Drops Màquina de tapa per omplir monobloc de bomba peristàltica
- Màquina automàtica de tancament de pots d'alumini amb fàcil obertura
- Ampolles de vidre semiautomàtiques Tapes metàl·liques d'alumini Màquina de tapa Ropp
- Màquina automàtica d'etiquetatge de segellat de pots de llaunes metàl·liques
- Tapadora de cargol de sobretaula semiautomàtica per a taps de bombes
- Equips de tancament de caixa de màquines de tancament de cartró de llaunes
- Ampolles de vi negre de vidre automàtica Línia de tapat d'ompliment lineal
- Màquina de prensar d'ampolles de vidre de perfum d'escriptori pneumàtic semiautomàtic
- Màquina automàtica d'etiquetatge de tubs cosmètics de pasta de dents amb suau comprimit buit